How many times have you seen a threaded joint pass inspection, only to show leakage once the pump is running? The gap between “measured right” and “working right” is where most machining setups fall short. Tapered threads in pump systems don’t fail because someone forgot the standard. They fail because small geometric deviations behave very differently once pressure, fluid, and repeated cycles come into play.
Pitch Diameter Control for Pressure Sealing
Most shops keep an eye on the taper angle first. In practice, pitch diameter carries more weight. A slight drift here moves the actual sealing zone along the thread length. Inside a pump, that shift decides whether the joint seals at the correct location or relies on a weak, partial contact. Under pressure, that weak zone becomes the first leak path. Gauges may still pass, but the joint won’t behave the same once fluid is introduced.
Taper Angle Accuracy Across Engagement Length
A minor angular deviation does not stay minor over multiple threads. It builds up.
Instead of full flank contact, you get contact concentrated either at the entry or deeper inside. In pump conditions, where pressure cycles are constant, this uneven engagement doesn’t settle. It keeps redistributing load, which gradually opens up micro-gaps.
Flank Contact Behavior Under Cyclic Pressure
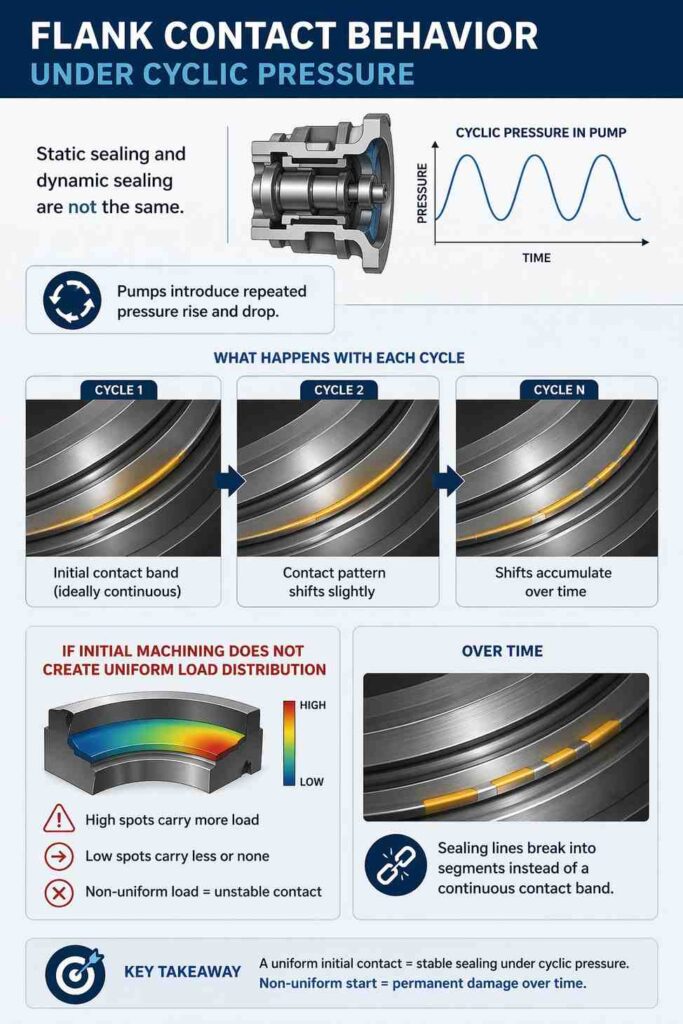
Static sealing and dynamic sealing are not the same. Pumps introduce repeated pressure rise and drop. With each cycle, the contact pattern shifts slightly. If the initial machining does not create a uniform load distribution, those shifts become permanent. Over time, sealing lines break into segments instead of a continuous contact band.
Crest and Root Geometry vs Sealing Stability
Crest truncation often gets treated as a tolerance box to tick. In pump threads, it directly affects how interference builds.
Too much truncation reduces effective contact. Too little creates aggressive interference that damages flanks during tightening. Root clearance also plays a role, especially in handling fine debris carried by fluids. Poor clearance leads to localized wear and early degradation.
Surface Finish in Relation to Fluid Type
Surface finish is not a visual metric here. It interacts with the fluid.
Low-viscosity fluids find paths through even fine machining marks. More viscous media behave differently, often masking minor imperfections initially. The direction of the lay matters as well. A finish aligned with the leak path makes things worse.
A smoother finish is not always better. Past a point, it increases the risk of galling during assembly.
Material deformation during tightening in pump assemblies
When threads are tightened, the seal is not purely geometric. Material behavior steps in.
A certain amount of elastic deformation helps achieve sealing. But once plastic deformation begins, the thread no longer returns to its original form. In pump systems where joints are opened and reassembled, this becomes a serious issue. What sealed well the first time may not seal the same way again.
Galling Risk in High-Torque Pump Connections
Pump maintenance cycles are frequent compared to many other applications. Threads see repeated tightening. Material pairing becomes critical here. Similar hardness levels increase the chance of seizure. Once galling starts, surface integrity is gone, and no amount of torque control can fix it.
This is often misdiagnosed as a machining problem when it’s actually a combination of machining and material choice.
Alignment Sensitivity in Assembled Pump Components
Even a well-machined thread fails if alignment is off during assembly.
In pump setups, misalignment introduces uneven loading along the thread. Instead of a uniform sealing line, you get segmented contact. Under pressure, these segments behave independently, opening up leak paths where contact is weakest. Concentricity during machining and alignment during assembly are tightly linked.
Torque Window for Achieving Pressure-Tight Joints
There is always a narrow torque range where sealing is optimal.
If machining is accurate, this range is predictable. Once geometry starts drifting, the torque required to seal becomes inconsistent. Operators compensate by over-tightening, which only accelerates damage. This is why some joints feel “unreliable” even when made to the same specification.
Effect of Fluid Chemistry on Thread Integrity
Pump systems don’t handle neutral environments all the time.
Corrosive fluids gradually attack the sealing surfaces. Abrasive media wears down the flanks. Over time, even well-machined threads lose their ability to hold pressure. Tapered thread machining decisions should account for what will flow through the system, not just initial fit.
Conclusion
Most issues with tapered threads in pumps don’t come from a lack of standards. They come from relying on those standards without understanding how the threads behave once the pump starts working. Machining has to account for pressure, fluid, and repeated use.
