




| Type | Calculation |
|---|---|
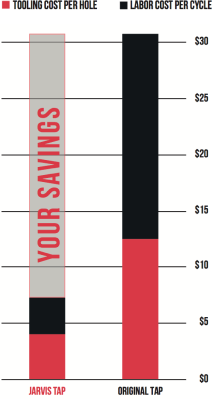
| ORIGINAL TAP | 10,000,000 x $0.010 per hole = $100,000 |
| JARVIS TAP | 10,000,000 x $0.005 per hole = $50,000 |
That’s 50% decrease in cost—from changing their supplier for one tap on one machine type in a much larger facility. It only happened after an engineer made an onsite visit to correctly diagnose the situation.