Half H-Limits
Half H-Limits Help Optimize Quality and Lower Costs
- Are you having intermittent gauging issues?
- Do you want maximum savings by optimizing tap life?
Working outside of the “Traditional” H-Limits may be the answer to both of those questions.
You must start with the Class of Fit. This is the critical element to ensure the part gauges correctly and choosing the number ensures that the threads will gage within the required tolerance. For Inch threads, the most common classes of fit are 2B and 3B. Each combination of tap size and pitch has a recommended H-Limit for each Class of Fit. For example, on a ¼-20 2B fit, the recommended H-Limit is H5 and on a ¼-20 3B fit, the recommended H-Limit is H3.
It should be noted that you need different H-Limits for cutting versus forming threads. Forming threads require a larger H-Limit because they form the threads exactly to the size of the tap, while cutting taps cut a thread that is larger than the tap.
H-Limits are used to make small adjustments to the pitch diameter.
H-Limits are used for Imperial (or Inch) thread designations and D-Limits are used for Metric threads. They are, essentially, the same thing.
As the following table shows, each H-Limit has a 0.0005” tolerance
Thread Limits [standard notation system]
H1 = Basic to Plus .0005
H2 = Basic Plus .0005 to Plus .0010
H3 = Basic Plus .0010 to Plus .0015
H4 = Basic Plus .0015 to Plus .0020
H5 = Basic Plus .0020 to Plus .0025
H6 = Basic Plus .0025 to Plus .0030 H=Above Basic
H7 = Basic Plus .0030 to Plus .0035 L=Below Basic
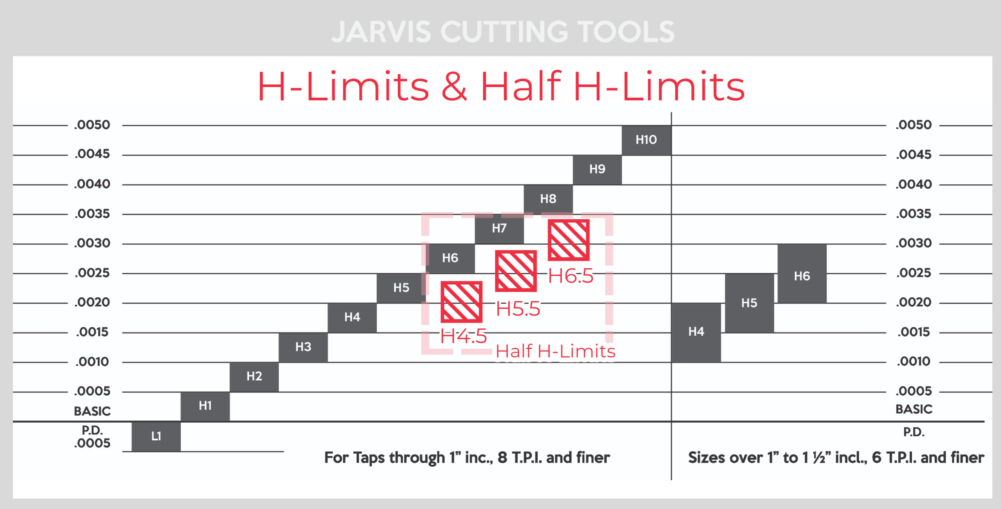
The difference in size from one H limit to the next is 0.0005″ increments for taps through 1″ diameter.
Sizes over 1″ diameter are separated by .001″ diameter increments.
These are just recommendations so if the threads in the part are gauging too loose, use a smaller H-Limit. If the threads are gauging too tight, the H limit number is increased.
Industry rule of thumb is that the largest “H” limit possible will achieve proper class of fit and maximum tool life – so the gain of a half-H-limit can result in improved tool life that over the course of a high/repeat production job can produce considerable cost savings.
This is why Jarvis regularly provides half H-Limits to both address gage issues and to provide cost savings.
Half-H-Limit taps still have the 0.0005” tolerance but how span two of the traditional H-Limit tolerances.
Using the below graphic, you can see how the half H-Limit lines up:
What are our customers saying?
- “In our application sometimes the H5 went oversize while sometimes the H4 was tight. When we went to the Jarvis H4.5 it solved all of our gauging problems.”
- “We were looking to improve tap life, by using the Jarvis H7.5 taps we were able to achieve 8% more holes per tap.”
- “We have a medical part with using an 80-pitch tap and we were always chasing the size. Jarvis provided us a H1.5 Jarflo and now every tap works out of the box.”

HAVE A HALF H-LIMIT QUESTION? NEED A QUOTE? CONTACT ENGINEERING NOW!

GO TO CATALOGS

CHECK OUT OUR INSTAGRAM






1 Comment
Comments are closed.